

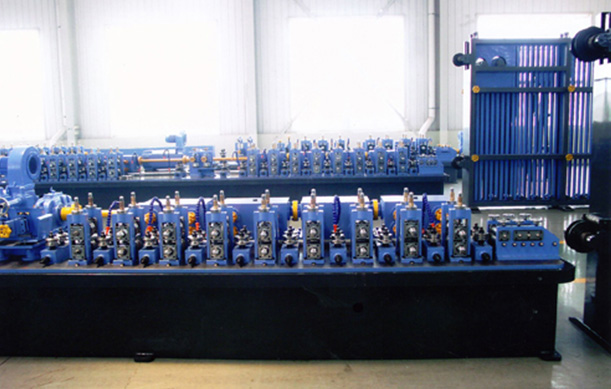
不锈钢制管机生产线在进行对焊的时候具体的工艺流程是怎么样的呢?下面就由不锈钢制管机生产线的小编来为大家简单的讲述一下。
不锈钢制管机生产线在进行对焊的时候,在板卷完全的定位之后,开卷机的左右锥头也就可以随即插入到钢卷内并且进行旋转,将带头送到夹料辊之中,夹料辊上辊压下,钢卷小车和磁力辊也就可以回到原位。为了更好的保证弹簧钢带可以准确的去对中运行,开卷机在运转之前可以在整体的轴向移动+150mm。开卷机启动之后,带钢经夹送辊进入到设有除尘装置的矫直机。经矫直的弹簧钢带主要是滑动式液压剪剪切带钢的头尾。

不锈钢制管机生产线为了可以更好的去保证剪切弹簧钢带端头方面的垂直度,同时更好的去确保焊接的时候带钢中心线和机组作业中心线的对中,在液压横切剪的前部和后部。当前一卷弹簧钢带的尾部以及后一卷带钢的头部剪切的合格之后,在去把前后两板卷的头与尾送至闪光去对焊机进行对中调节、定缝以及闪光焊接。
带钢头与尾在焊接之后,在去对焊缝进行光整以及冲孔、弯曲加工等等,待焊接、加工完毕了之后,带钢也就可以由辊高速送入前活套。上层带钢由活套方面的若干个摆动门辊支撑,下层带钢主要是由钢轨道上的托辊支撑。在活套车运行的时候,摆动闩辊就可以通过小车导杆的控制然后在实现打开与关闭的。




 手机:139-3012-9261
手机:139-3012-9261
 邮箱:xiangyujixie001@163.com
邮箱:xiangyujixie001@163.com
 工厂地址:河北省石家庄市赵县天山工业园区
工厂地址:河北省石家庄市赵县天山工业园区

扫一扫,关注我们


