

了解焊接方式对于焊接的影响,才能够更好的去操作以及调整高频焊管机组,这样才可以达到更高的效率。今天就让我们一起来看看焊接方式对高频焊管机组的影响。
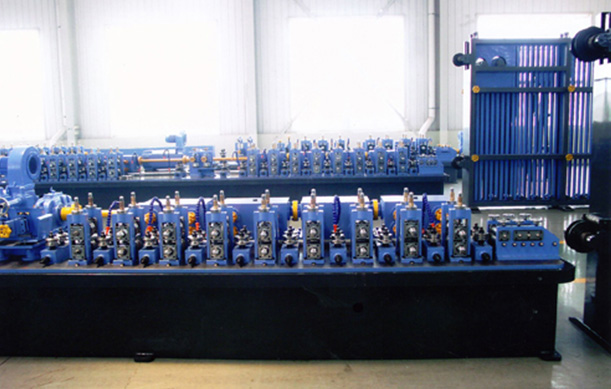
高频焊管机组高频焊接主要是有两种方式:接触焊以及感应焊。

接触焊主要是以一对铜电极和被焊接的钢管两边部进行相接触,感应电流的穿透性好,高频电流的两个效应因为铜电极和钢板的直接接触然后得到很大的利用,所以接触焊的焊接效率比较高而功率消耗就比较低了,在高速低精度管材生产之中得到了广泛的应用,在生产特别厚的钢管的时候一般也都是需要去采用接触焊。但是接触焊的时候有两个缺点:一是铜电极和钢板接触,磨损比较快;二是由于钢板表面的平整度与边缘直线度方面的影响,接触焊的电流稳定性比较差,焊缝内外毛刺较高,在焊接的高精度与薄壁管的时候一般是不采用的。
感应焊是以一匝或者是多匝的感应圈套在被焊的钢管之外,多匝的效果是要好于单匝,但是多匝的感应圈制作安装比较困难。感应圈和钢管表面间距小的时候效率就会比较高,但是容易造成感应圈和管材之间的放电,一般是需要保持感应圈离钢管的表面有5~8 mm的空隙为宜。采用感应焊的时候,由于感应圈不和钢板接触,所以就不存在磨损,它的感应电流较比较稳定,保证了焊接的时候的稳定性,焊接时钢管的表面质量好,焊缝较为平整,在生产比如API等高精度管子的时候,基本上也都采用了感应焊的形式。




 手机:139-3012-9261
手机:139-3012-9261
 邮箱:xiangyujixie001@163.com
邮箱:xiangyujixie001@163.com
 工厂地址:河北省石家庄市赵县天山工业园区
工厂地址:河北省石家庄市赵县天山工业园区

扫一扫,关注我们


